
项目
福建某公司在国外的一个工业自动化项目中,控制中心系统通过监控变频器的不同状态发送不同的命令启动/停止变频器,设定变频器的运行速度进而控制变频器所连接的伺服电机。监控中心系统使用的是西门子 S7-300 PLC,支持 PROFINET 以太网协议通讯,变频器为国外客户指定的施耐德变频器,支持 CANopen协议通讯,作为CANopen从站设备。那么需要PROFINET与CANopen协议转换。

解决方案
由于施耐德变频器正常工作时支持 CANopen协议,作为CANopen 从站,监控中心系统西门子 S7-300PLC支持PROFINET 以太网协议,作为PROFINET主站,两种协议不同,故不能直接通讯实现数据交换,需通过第三方协议转换网关模块才能实现不同协议间的数据交换。本项目使用了捷米特自主研发生产的 CANOpen转PROFINET网关JM-PN-COP,实现了监控中心系统通过西门子S7-300PLC根据读取到的施耐德变频器开机后的不同状态,发送不同的指令控制变频器的起停和运行速度进而控制变频器连接的伺服电机,保证监控中心系统远程控制施耐德变频器及所连接电机的起停和转速,实现项目整体的工业自动化。
配置说明:
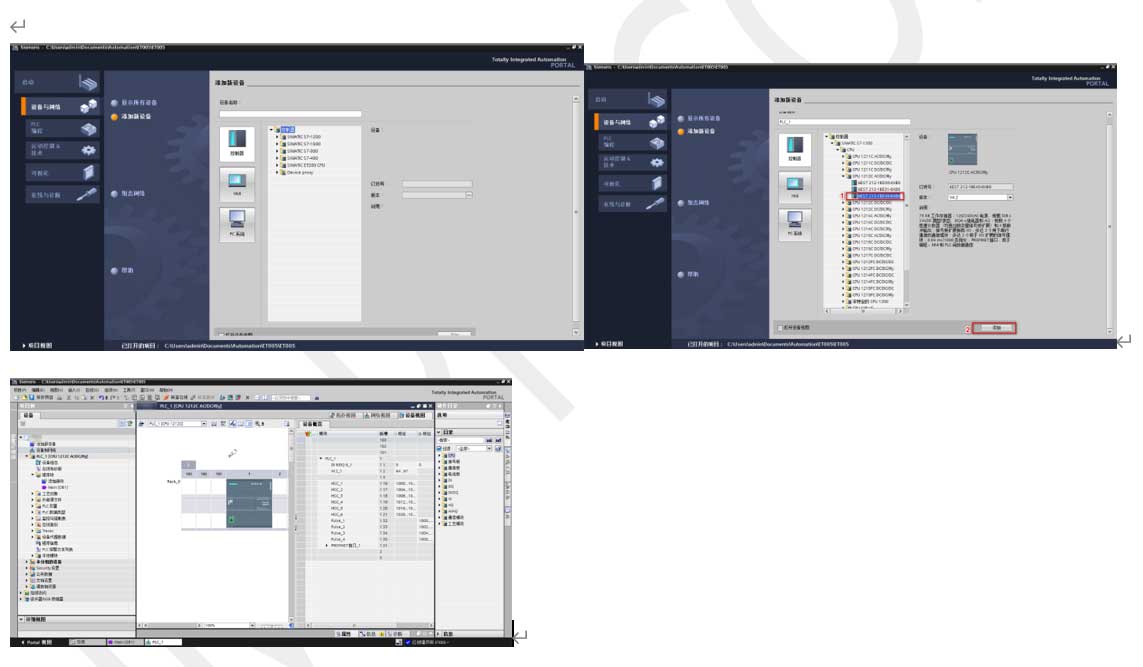
打开TIA Portal,选择创建新项目,输入项目名称,选择路径等信息后,点击创建,如下图所示。
通过 Portal 视图或创建完成的项目视图将 CPU 插入到项目中。
在视图中,选择“设备和网络”并单击“添加新设备”(或者在项目视图中的项目名称下,双击“添加新设备”),如下图“添加新设备”对话框,添加支持PROFINET接口的控制器,例如6ES7 212-1BE40-0XB0。
GSD安装
在TIA Portal 菜单栏点击“选项”>“管理通用站描述文件”, 在弹出的对话框中,选择“已安装的GSD”选项卡,点击源路径选择按钮,弹出浏览文件夹对话框中找到选择 GSD文件“GSDML-V2.33-JM-PN-COP-20210807”所在的文件夹路径并选中,点击确认即可。
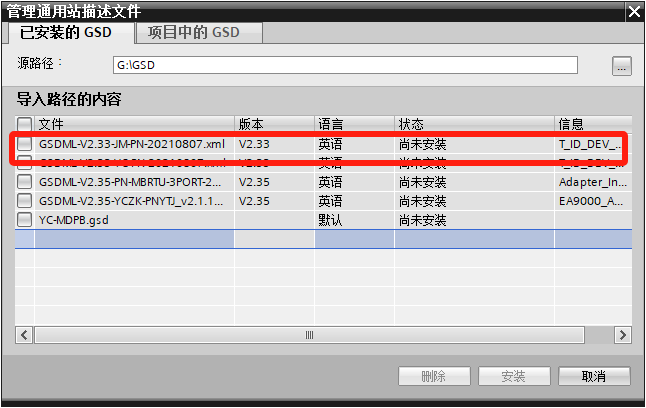
选择导入的GSD文件,点击安装,直至安装完成。
设备组态
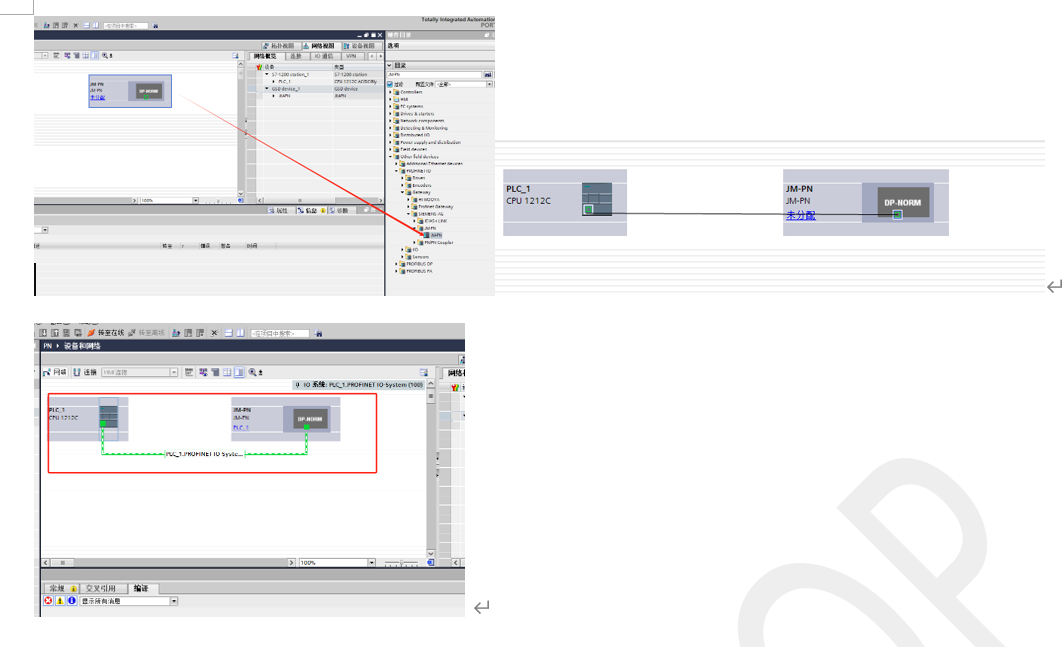
捷米特JM-PN-COP网关是一款用于工业自动化领域的协议转换设备,可实现PROFINET与CANopen网络之间的数据通信。它在PN侧作为PN IO从站,可与西门子全系列PLC无缝对接;在COP侧作为COP主站,能连接如伺服、变频器、电机等多种COP设备。其具有配置简单的特点,用户参考手册即可完成配置,无需复杂编程。该网关电源范围为9 - 36V,支持双电源冗余供电及过压、过流保护,工作温度为- 30~75℃。CAN口内置120R终端电阻,PN口为两个RJ45以太网接口,支持100BASE - TX。凭借这些特性,JM-PN-COP网关能有效解决不同协议设备间的通信兼容性问题,广泛应用于汽车制造、新能源等多个工业领域。
PROFINET与CANopen网关说明找米工。





